2 Juni 2026 –
Vorig jaar bezocht ik de Alpacafarm Vorstenbosch – de meest complete alpacaboerderij van Nederland. Je loopt er tussen de dieren, en ergens op dat moment bedenk ik: dit moet een mal worden. Niet zomaar een mal – een tweedelige 3D-geprinte siliconen mal, waarmee je eindeloos gips-alpaka’s kunt gieten.



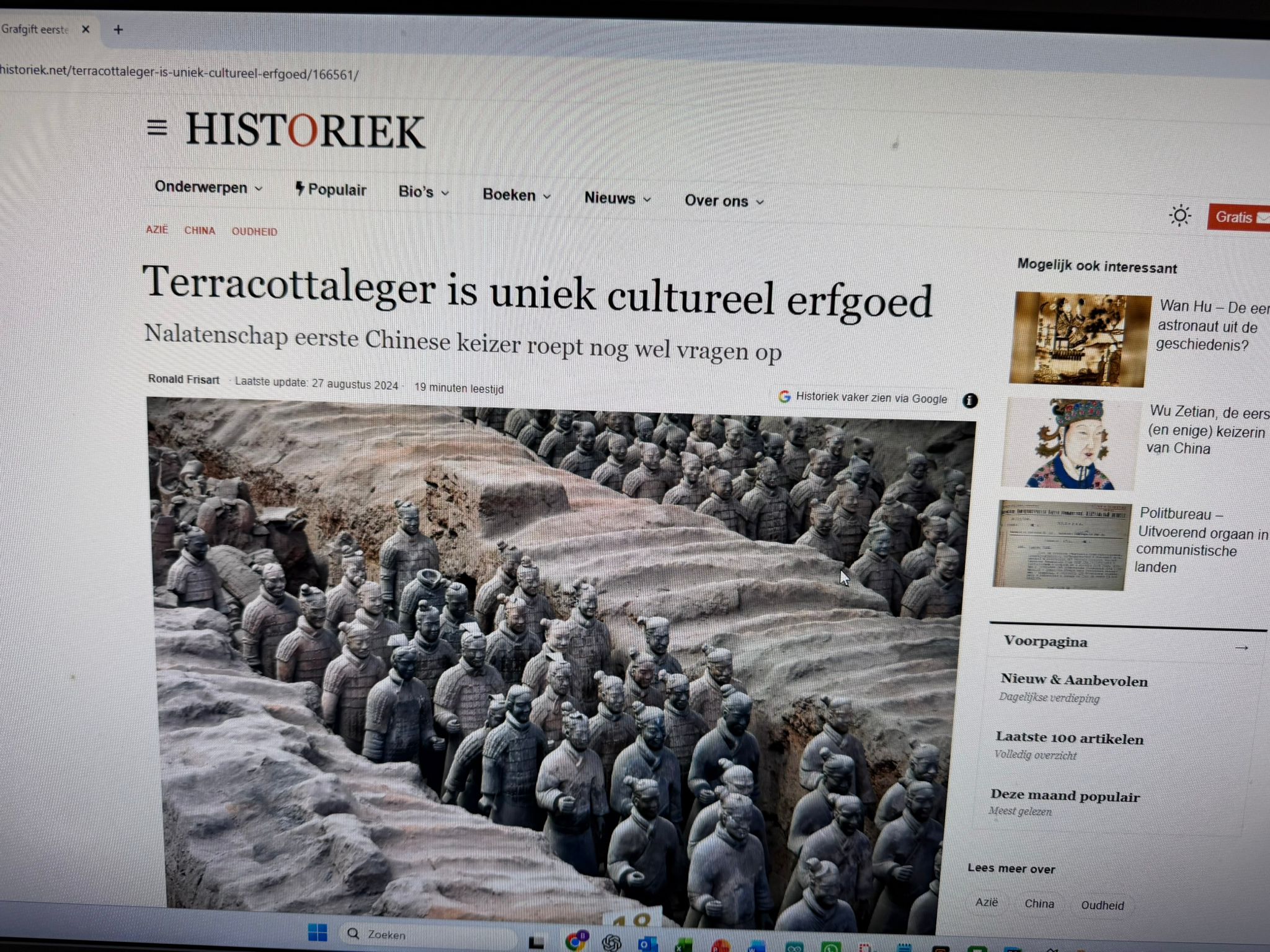
De gedachte aan het terracottaleger van keizer Qin Shihuang speelt ook een rol: duizenden identieke figuren, één voor één gegoten uit mallen. Dat concept fasineert me. En een alpaka is daarvoor een perfect beginobject – compact, veel detailtextuur, en lekker grappig.

De bronbestanden – MakerWorld als startpunt
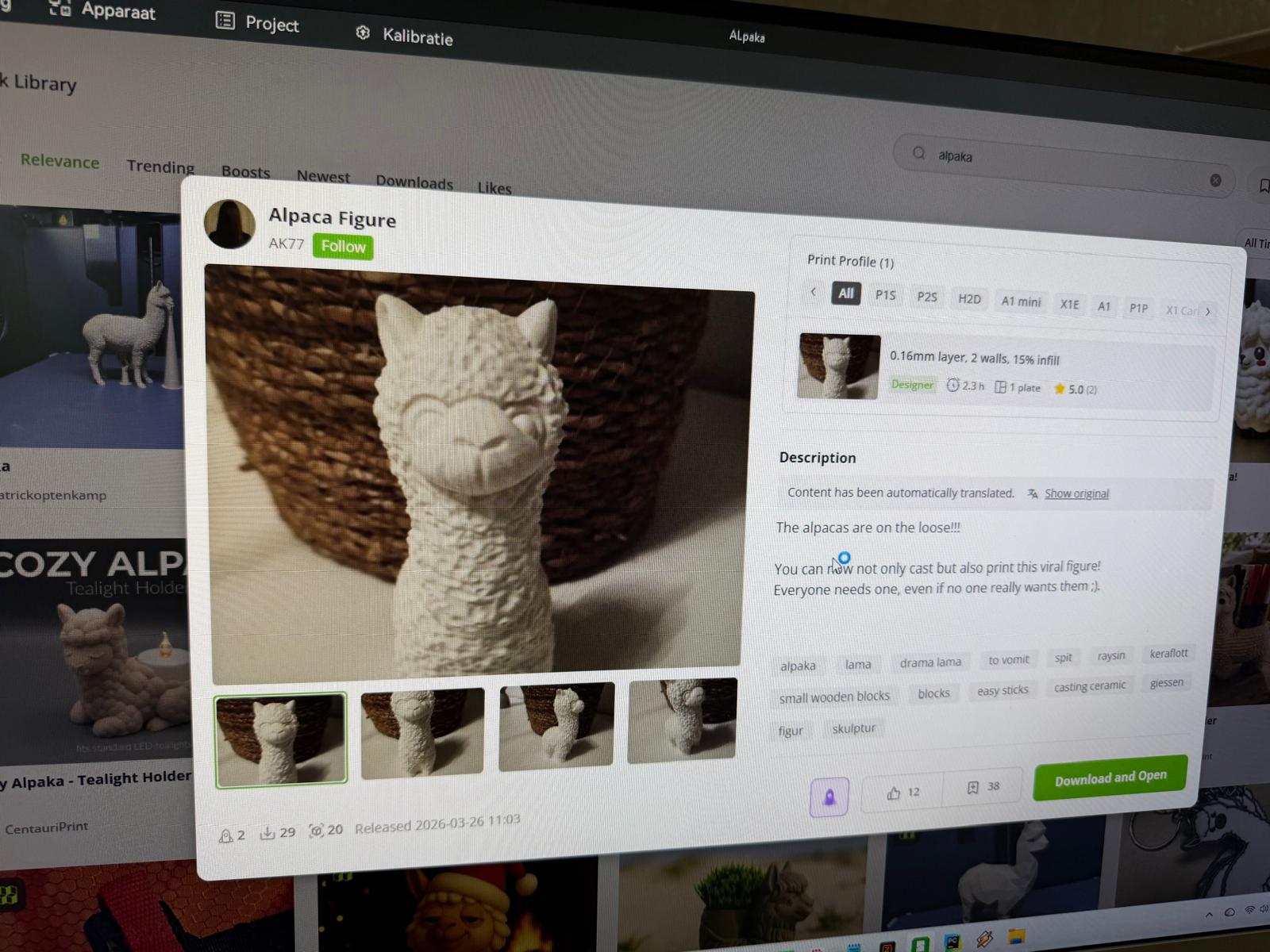
Het model gebruik ik van MakerWorld: Alpaca Figure van gebruiker AK77, gepubliceerd op 26 maart 2026. De beschrijving zegt het zelf al: “The alpacas are on the loose!!! You can now not only cast but also print this viral figure! Everyone needs one, even if no one really wants them ;).” Precies de energie die ik zoek.
Het STL-bestand gesimplificeer ik online tot onder de 25 MB en heeft daarmee minder dan het maximale aantal driehoeken dat Tinkercad aankan. Dat is een noodzakelijke stap – het origineel is te gedetailleerd voor directe bewerkingen in Tinkercad.
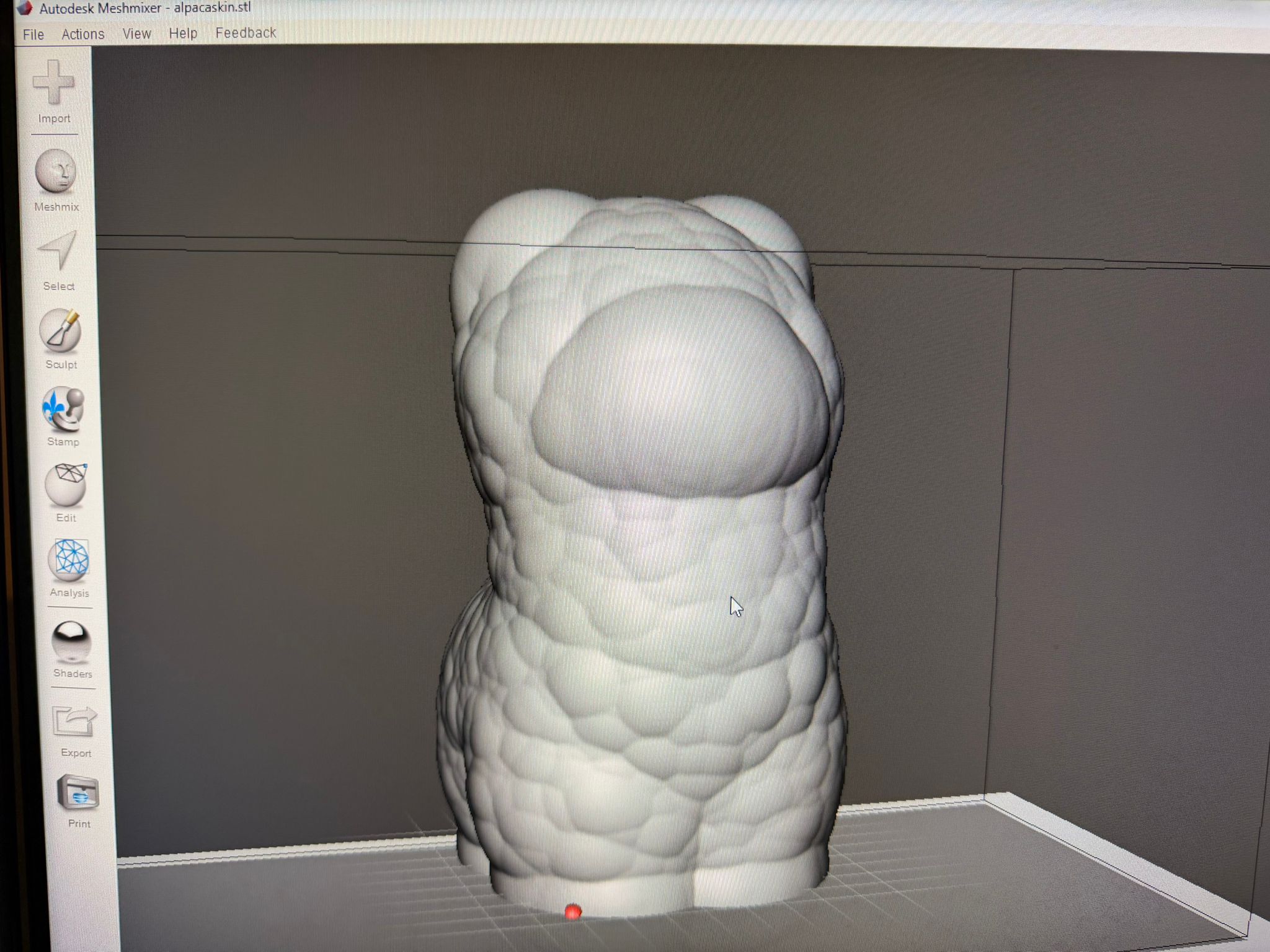
De buitenjas – extrusion in Meshmixer
In Meshmixer maak ik van de gesimplificeerde alpaka-stl een skin — een extra schil van 10 mm dik via extrusion. Die buitenste laag wordt straks de uitsparing in de malkast: de holte waarin het siliconen gegoten wordt. De alpaka zelf past later precies in die holte terug.
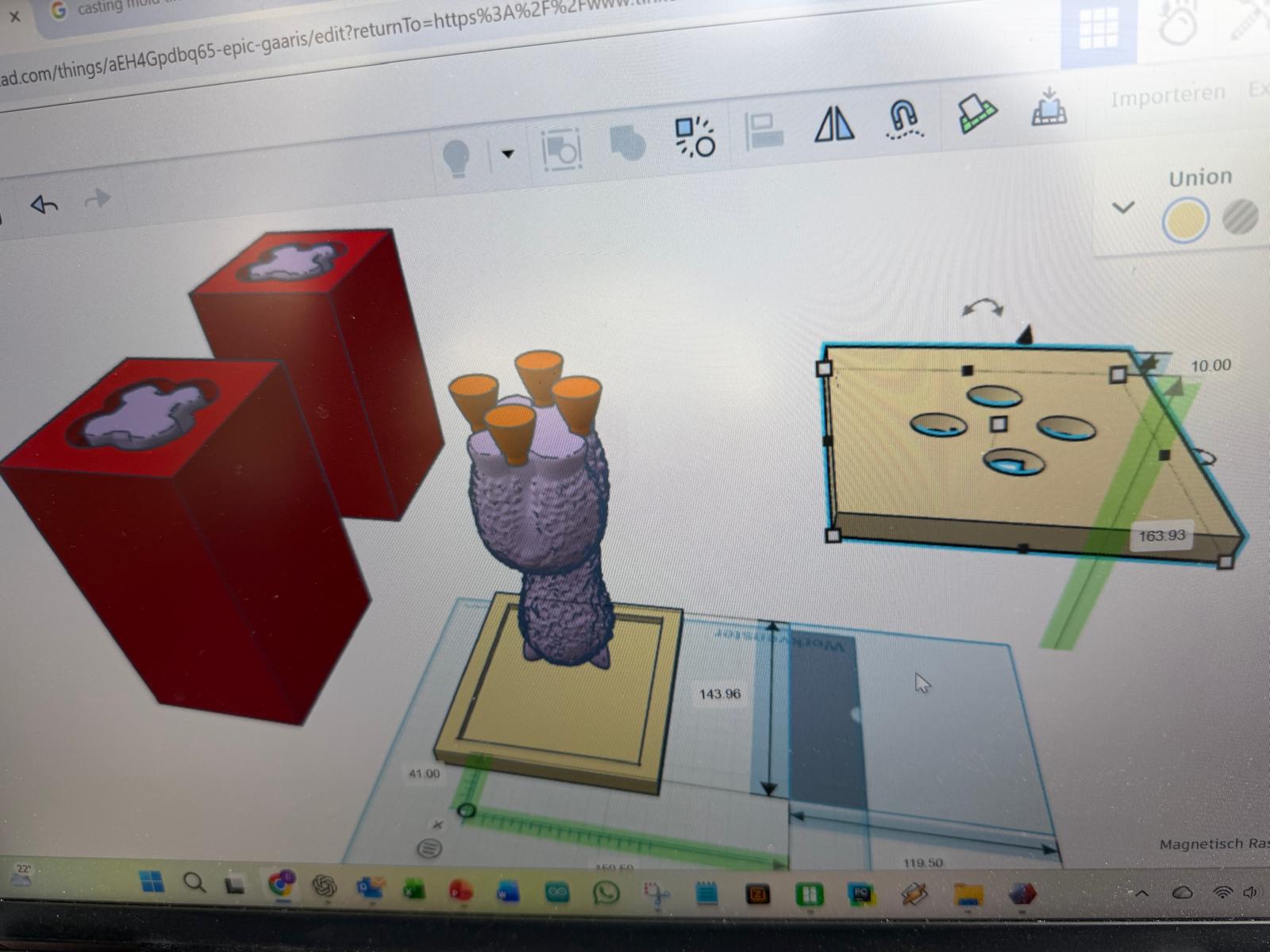
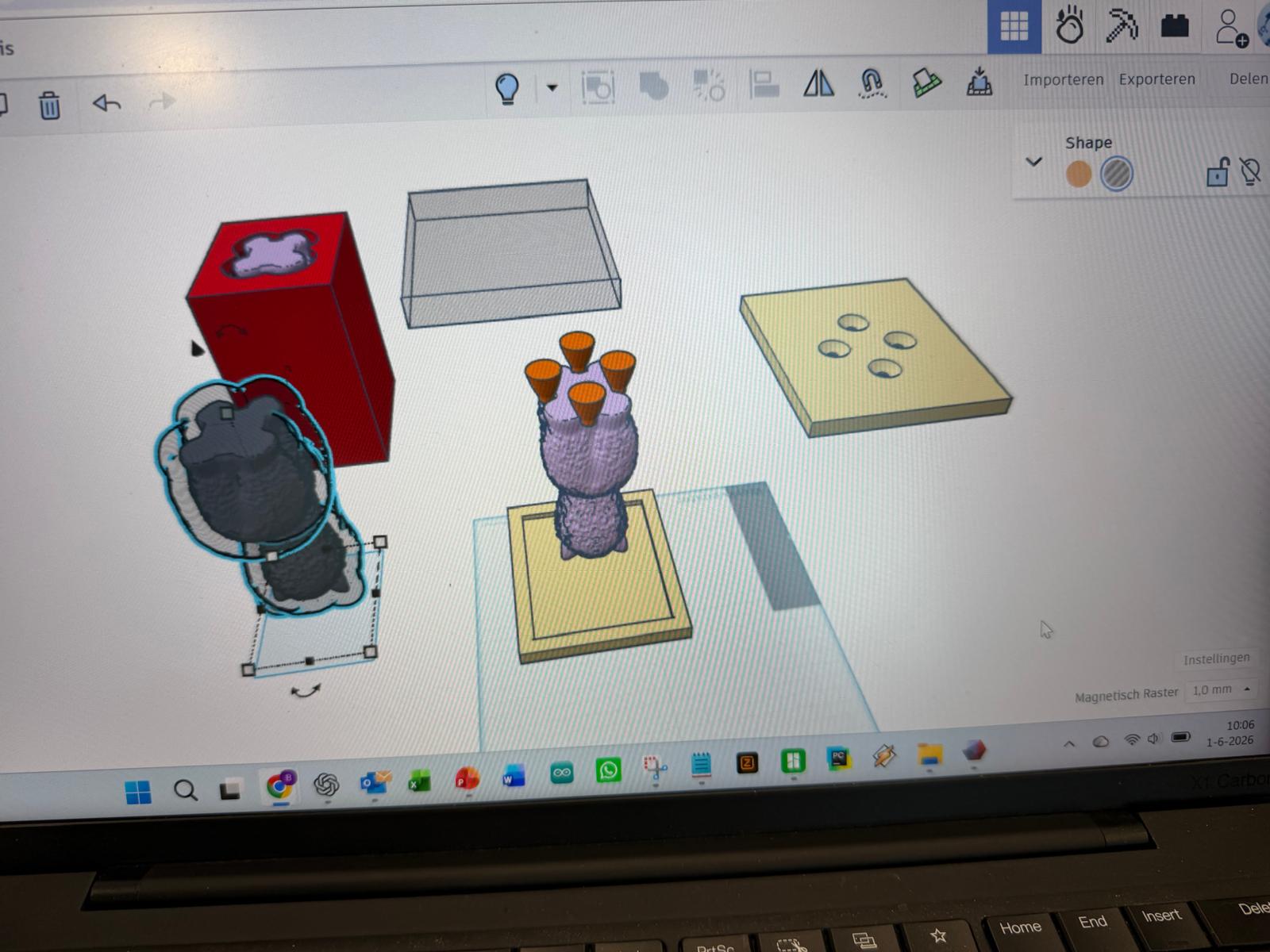
De malkast – ontwerpen in Tinkercad
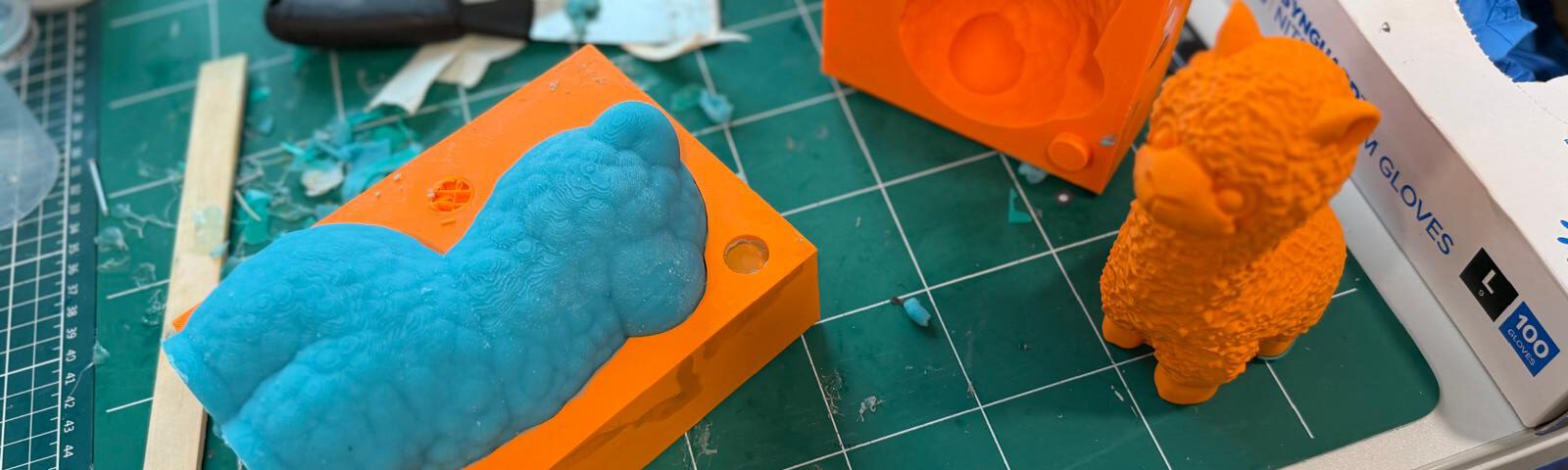
De gesimplificeerde alpaka én de 10 mm skin importeer ik in Tinkercad. Daar bouw ik de tweedelige malkast op samen met een onderkant en een bovenkant. In de bovenkant zit de uitsparing – exact de vorm van de alpaca – waarin de alpaka wordt vastgezet tijdens het gieten. Ik breng ook vier vulgaten aan: drie om te vullen en één als overloopgat, zodat ik zie wanneer de mal vol is.
In Bambu Studio gebruik ik het kniptool om de twee helften te splitsen en verbindingen als pasgaten te genereren. Die pasgaten zorgen dat de twee malhelften straks precies op elkaar vallen.
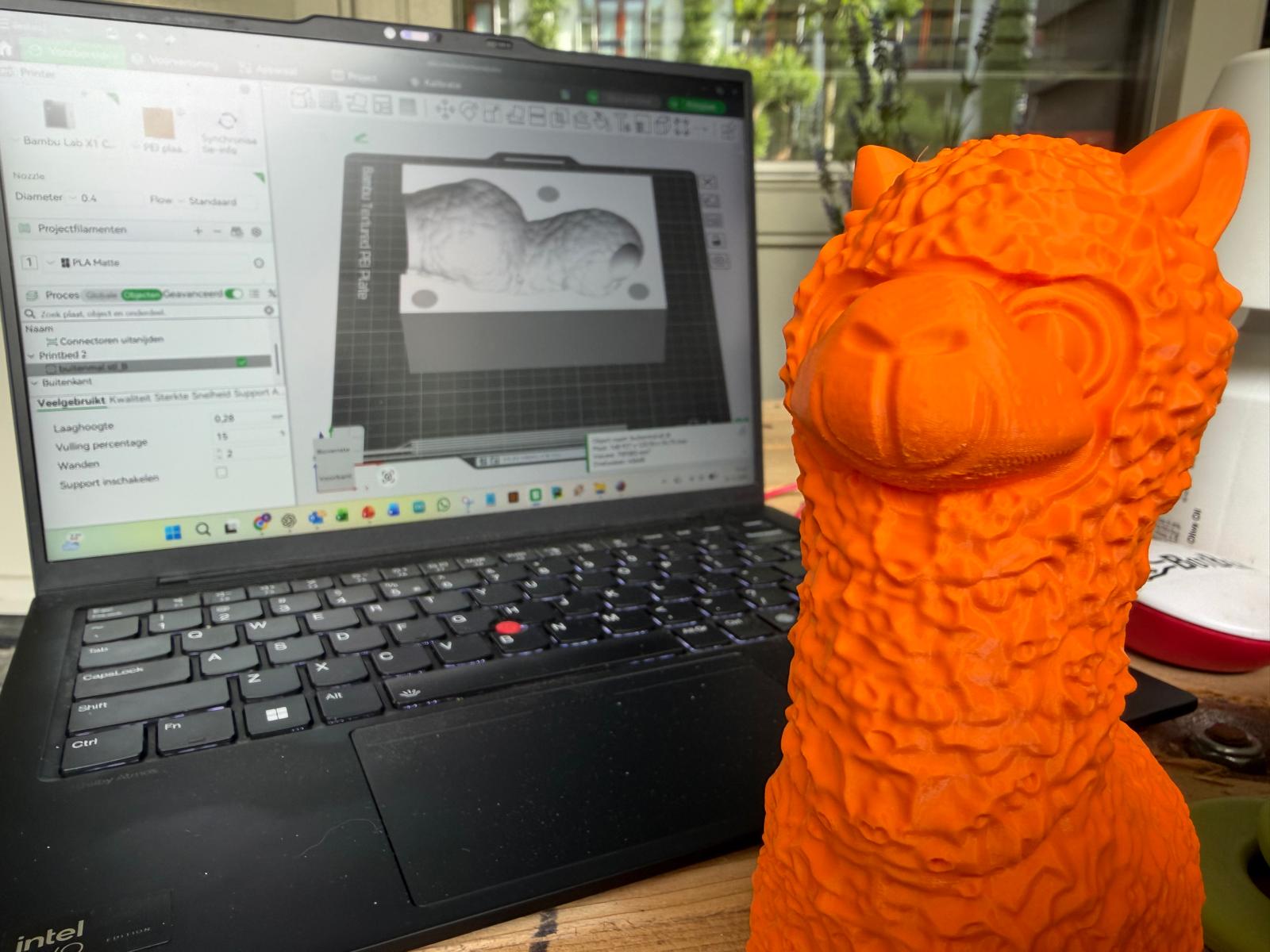
Printen – Bambu Lab aan het werk
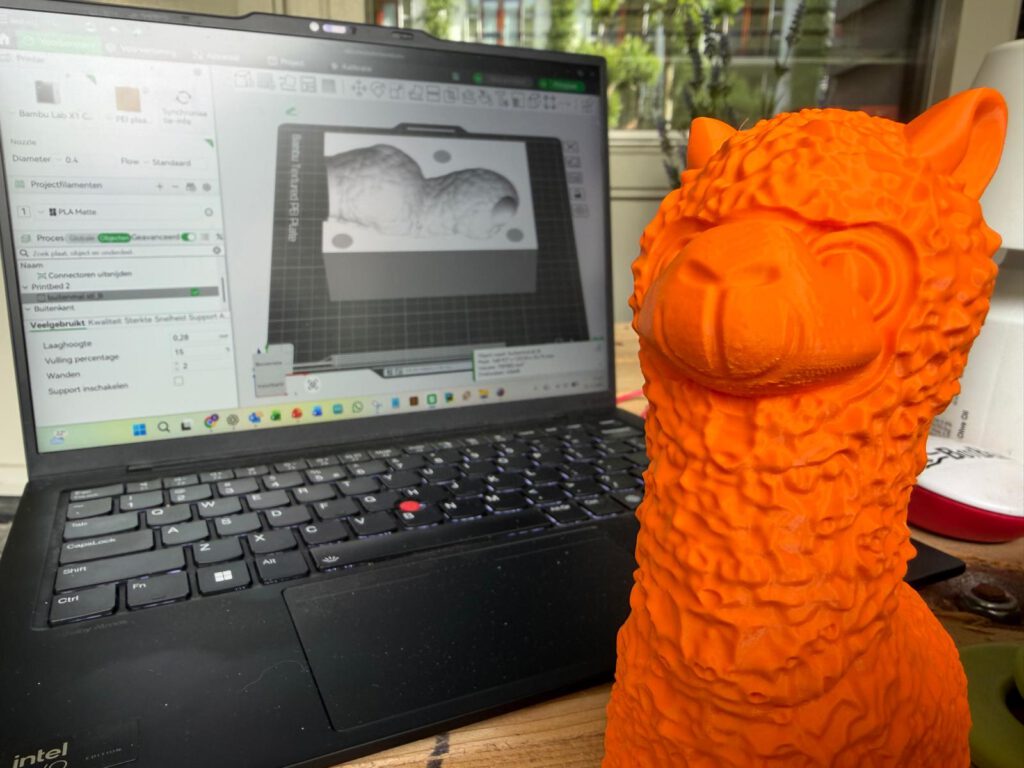
Na de eerste mislukte versie in wit PLA, besluit ik de mal te gaan printen in oranje PLA op de Bambu Lab X1C – 220,73 gram, printtijd 3 uur 42 minuten. Op de camerabeelden in Bambu Handy zie ik de bovenkant van de malkast laag voor laag opbouwen: de ronde uitsparing voor de alpaka tekent zich scherp af. Na het printen verwijder ik het support-materiaal.

De geprinte alpaka zelf — oranje, rauw van de printer — zet ik als patroon in de malkast. Hij ziet eruit als een verterend beestje, waarvan ik al een heel leger voor me zie, in allerlei bonte kleuren en patronen.

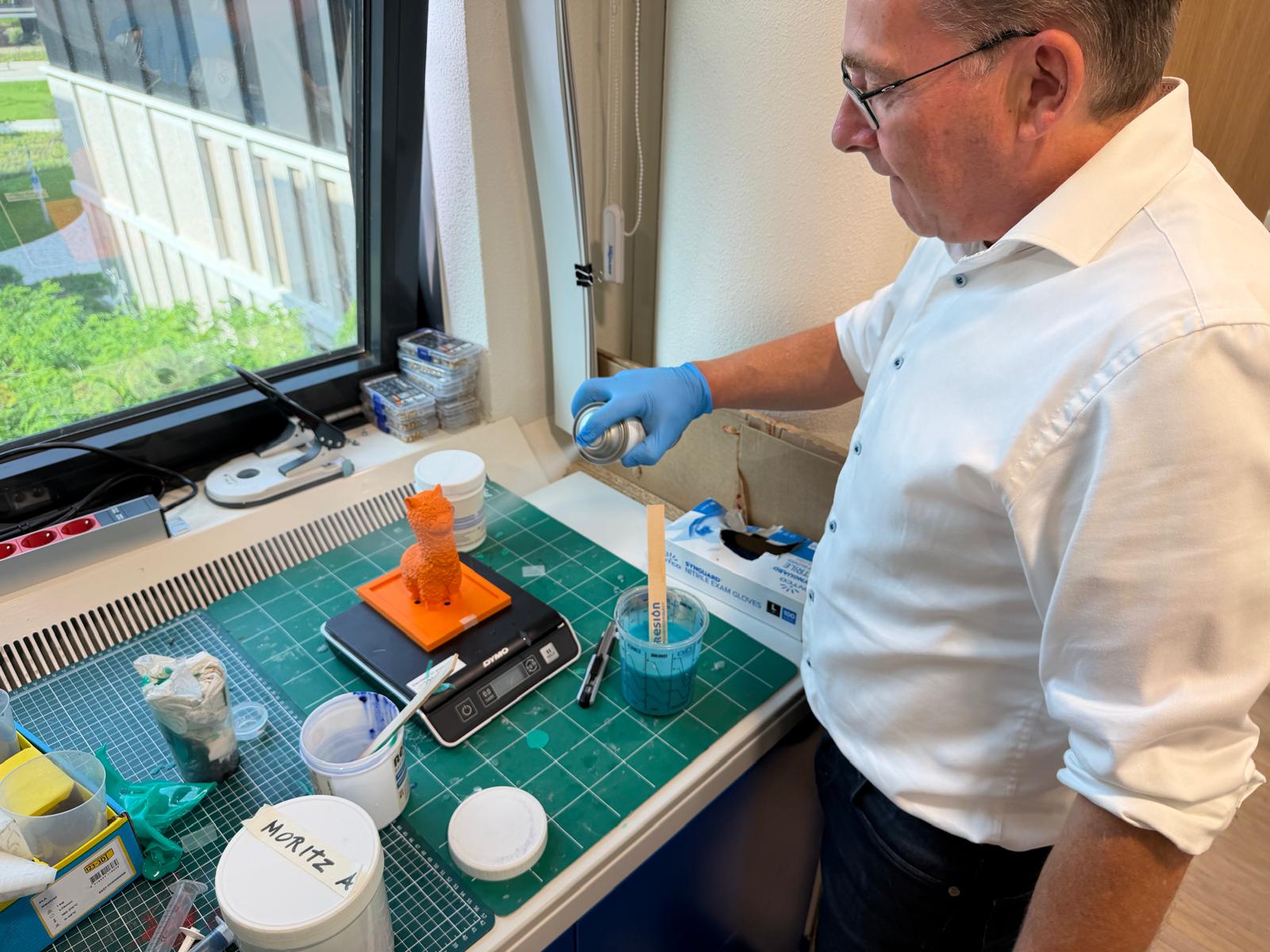
Lossingsmiddel – spuiten voordat het te laat is
Zowel de binnenzijde van de malkast als de alpaka-print behandel ik grondig met lossingsmiddel – de blauwe spuitbus. Dit doe ik voor alle contactvlakken: de uitsparing in de bovenkant, de onderkant van de kast én de alpaka zelf. Shore 15 siliconen heeft een extreem lage viscositeit en trekt zich overal in – zonder lossingsmiddel hecht het siliconen aan de PLA en kom je er nooit meer fatsoenlijk uit.

Siliconen aanmaken – Shore 15 van Polyestershoppen
Ik gebruik tweecomponenten siliconen Shore 15 van Polyestershoppen – extreem zacht, ideaal voor mallen van objecten met veel ondersnijdingen. De verhouding weeg ik nauwkeurig af op de DYMO-weegschaal. Deze shore 15 is standaard blauwe kleurstof, waarmee ik straks goed kan zien of de mal voldoende gevuld is.
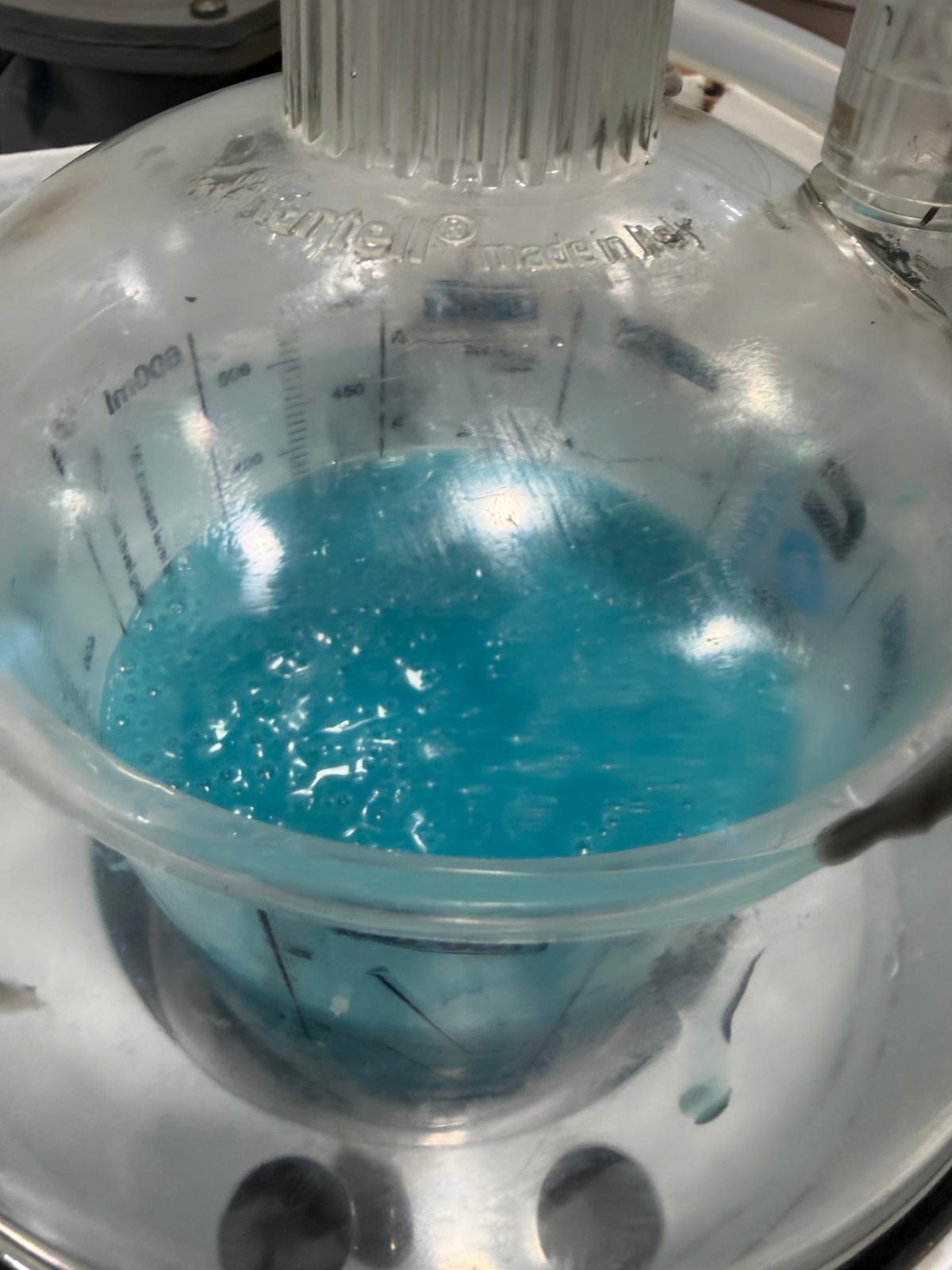
Ontgassen – vacuümpomp doet zijn werk
Na het aanmengen ontgas ik de siliconenmassa 10 minuten onder vacuüm. In de ontgassingskolf zie ik het mengsel flink borrelen – alle luchtbellen die ik er bij het roeren in heb gemengd komen er nu uit. Zonder ontgassen zitten er later belletjes in de mal die afdrukken als putjes in je gipsen alpaka’s.

Gieten – langzaam en beheerst
De alpaka zit vastgezet in de malkast. De twee helften houd ik bij elkaar met tape en elastieken. Dan giet ik de siliconenmassa langzaam via één vulgat – een dunne straal, van hoog, zodat eventuele resterende luchtbellen de kans krijgen weg te lopen. Shore 15 is zo vloeibaar dat het ook langs de rand naar buiten kruipt als ik niet oplet. Ik check alle naden en plak bij waar nodig.

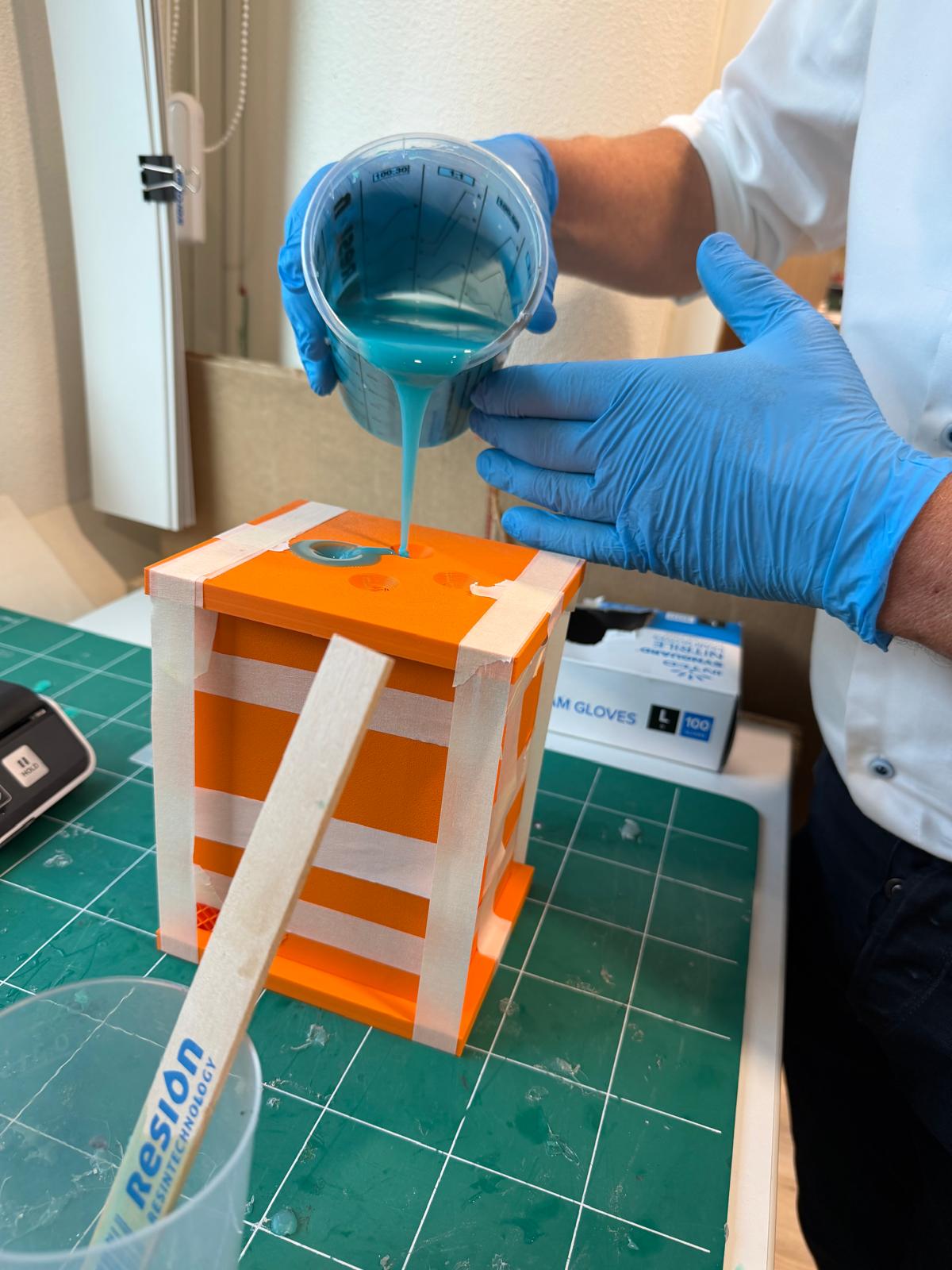
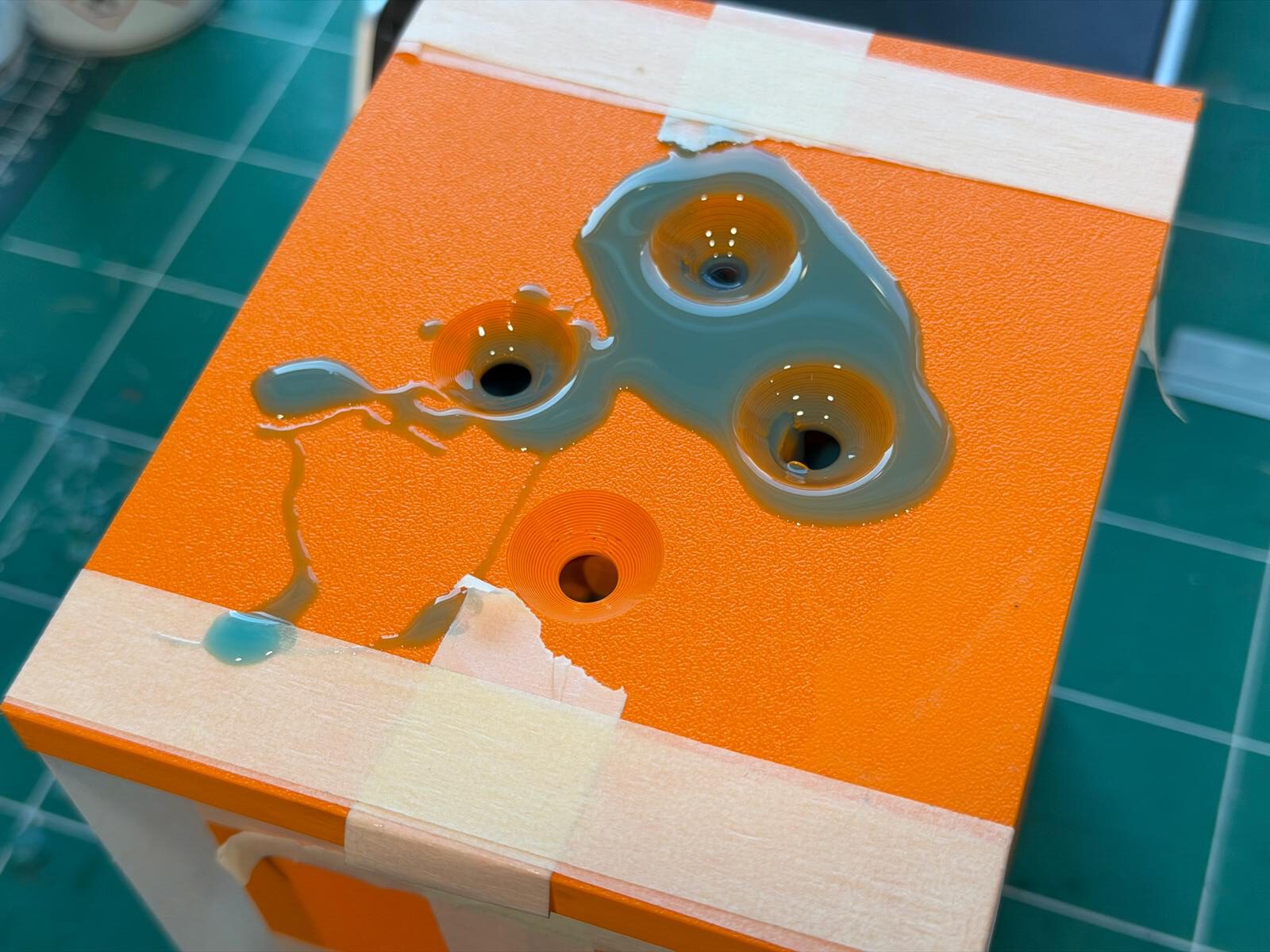
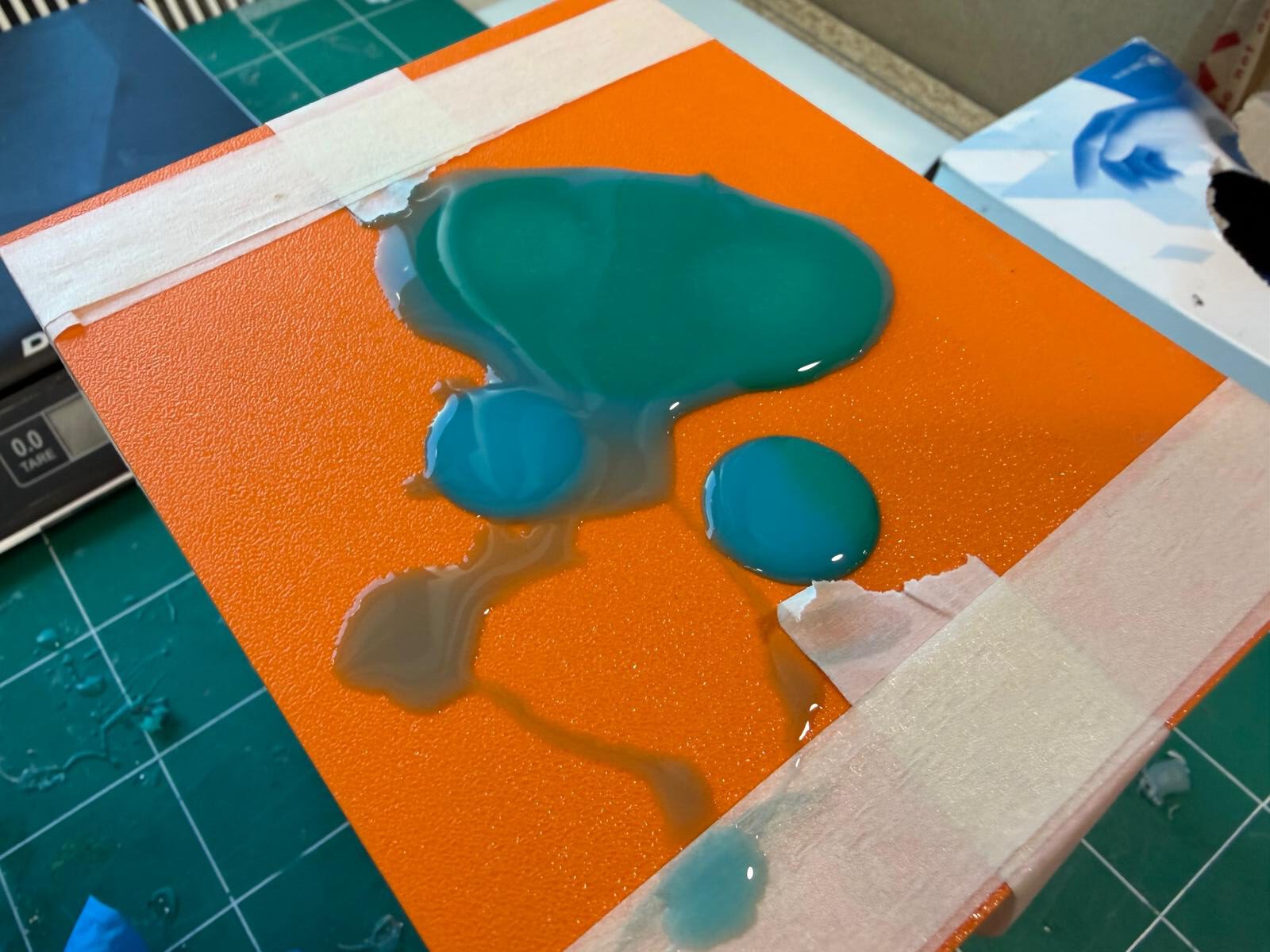
Aan de bovenkant zie ik het siliconen bij de vulgaten omhoog komen – het blauwe kleur maakt dat goed zichtbaar. Voor mij het signaal dat de mal voldoende gevuld is.
24 uur wachten – geduld op de proef gesteld
De mal leg ik 24 uur opzij. Af en toe controleer ik bij de vulgaten of het siliconen al begint te geleren. Shore 15 heeft een langere uithardtijd dan hardere sorten (zoals shore 40) – geduld is hier geen optie, het is een vereiste.
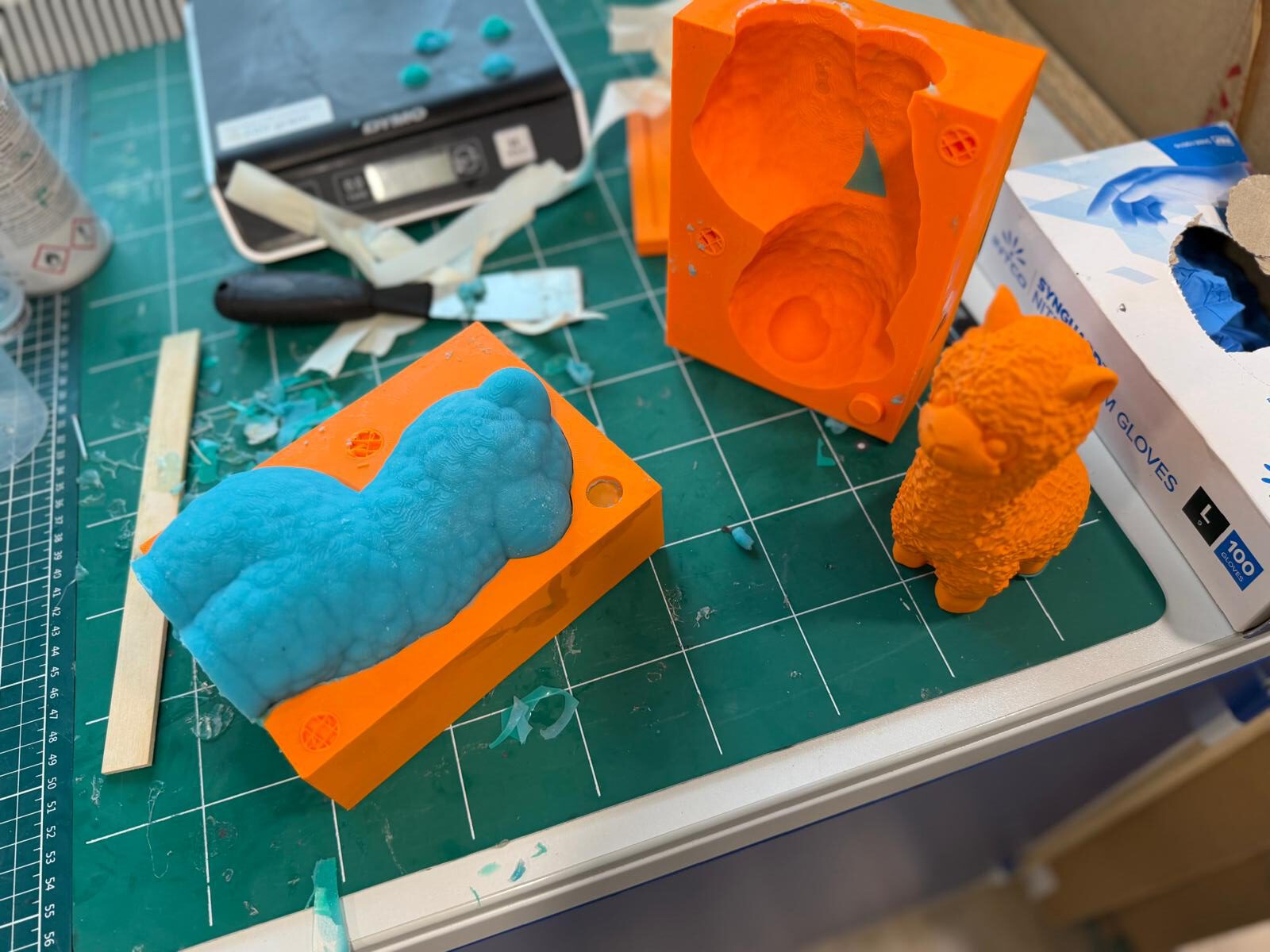
Openen – de eerste mal
Na 24 uur wrik ik de mal open met enige kracht. Het siliconen zit goed vast in de uitsparing – precies zoals bedoeld. De twee helften komen los en daar verschijnt de blauwe siliconenmal: de alpaka-vorm in negatief, elk vlokje wol zichtbaar in het oppervlak. Ik haal de oranje PLA-alpaka voorzichtig uit de mal. Shore 15 strekt mee en laat los – geen scheuren.



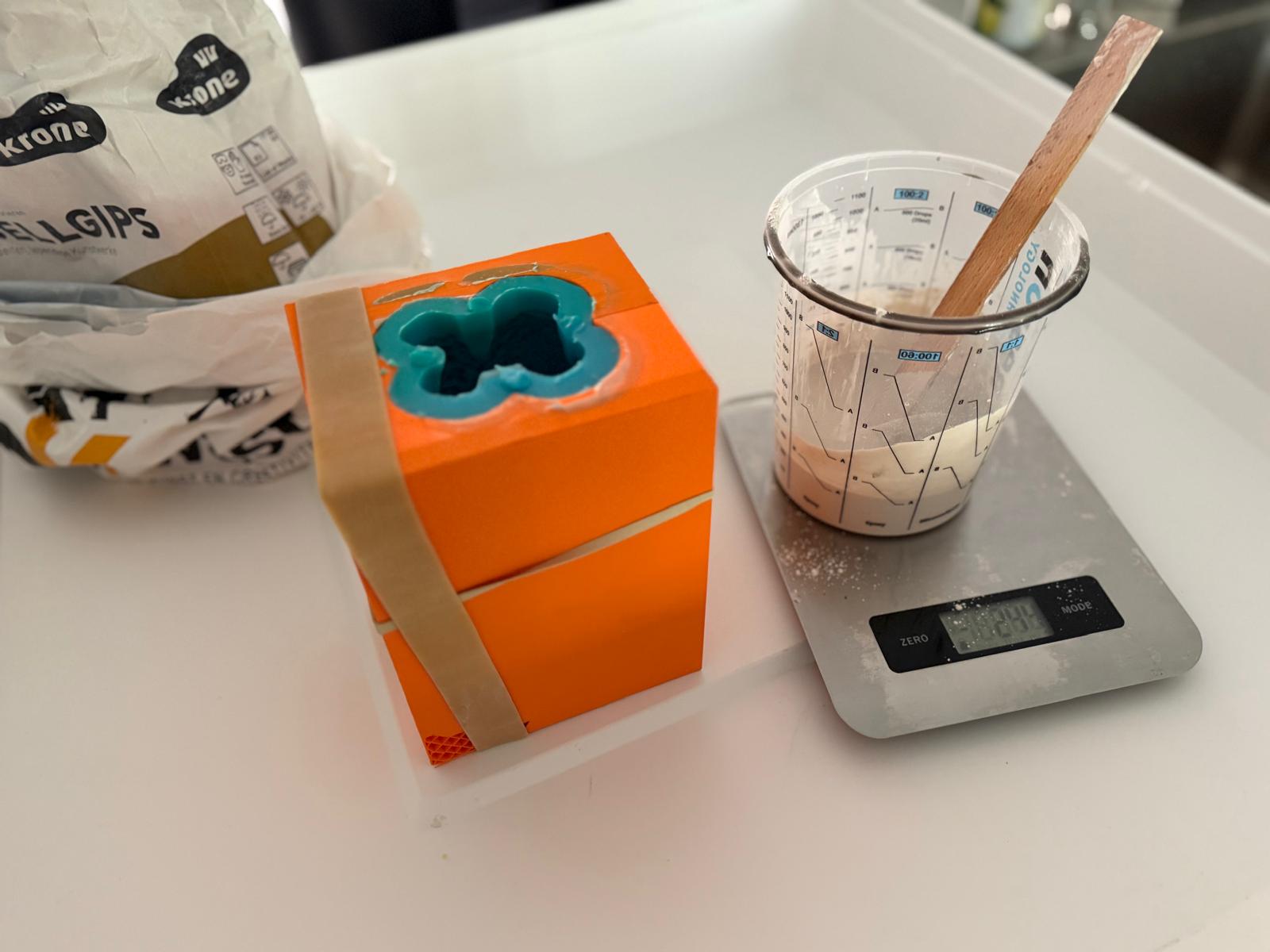
Gips gieten – het echte werk begint
De siliconenmal leg ik terug in de malkast – de twee oranje helften houden de soepele mal in vorm. Ik maak modelgips aan in de juiste verhouding: de zak van Krone ligt er al klaar. Het gips meng ik in een Resion-maatbeker en giet het langzaam in de mal.
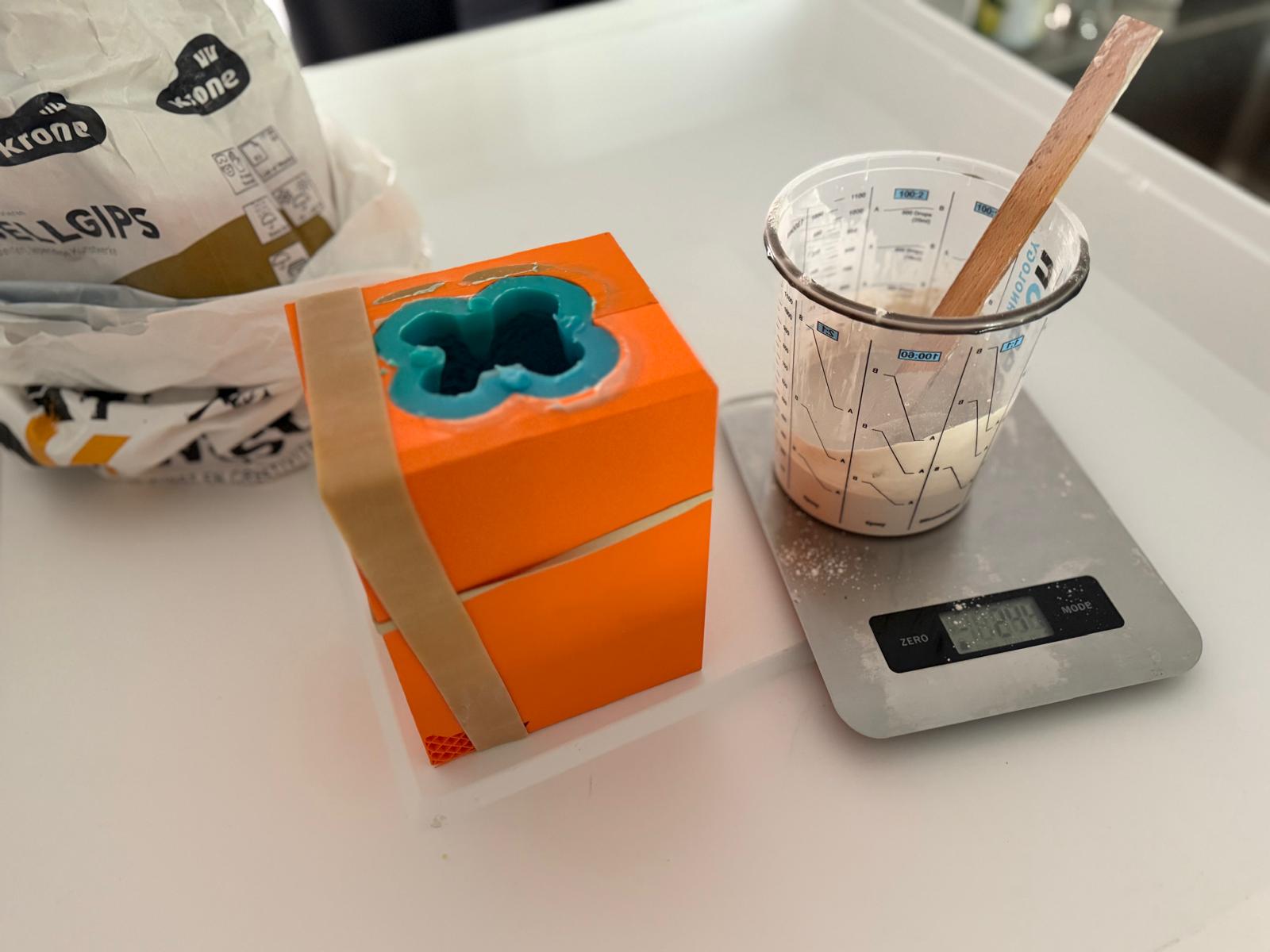

Om luchtbelletjes te vermijden bevestig ik aan de zijkant van de malkast een elektrische tandborstel — twintig minuten trillen. De vibraties werken het gips in alle hoekjes en drijven belletjes omhoog. Een simpele maar effectieve techniek. Dan wachten tot het gips uitgehard is.
Resultaat
Uit de mal komt een gipsen alpaka – elke vlokvorm zichtbaar, de oren scherp, het gezichtje intact. De combinatie van 3D-geprinte malkast, Shore 15 siliconen en modelgips werkt uitstekend. De mal is herbruikbaar voor tientallen afgietsels.

Eén mal. Eindeloos veel alpaka’s. Het terracottaleger wacht.
Gebruikte materialen
– Model: Alpaca Figure door AK77, gepubliceerd op MakerWorld (26-03-2026)
– Software: Meshmixer (skin/extrusion), Tinkercad (malkast), Bambu Studio (kniptool + slicing)
– Printer: Bambu Lab X1C
– Filament: PLA Matte oranje
– Siliconen: Shore 15, tweecomponenten – Polyestershoppen
– Lossingsmiddel: blauw spuitbus lossingsmiddel
– Vacuüm: vacuümpomp + glazen kolf voor ontgassen
– Gips: Krone modelgips (Schnellgips)
– Weegschaal: DYMO precisieweegschaal
– Maatbeker: Resion Resin Technology mengbeker
– Trilvibrator: elektrische tandborstel (trillen tijdens gips gieten)
– Handschoenen: Synguard Nitrile Exam Gloves, maat L
Wat ik hiervan het meeste leer
Shore 15 is een materiaal dat je niet uit een datasheet leest. De extreem lage viscositeit, het weglekken langs naden die je op het oog dicht genoeg vindt, het ontgassen dat écht noodzakelijk is en niet optioneel, de 24 uur die je niet kunt versnellen – dat soort kennis zit pas in je vingers na één keer echt doen. De vacuümpomp erbij, de tandborstel als triltafel: geen voor de hand liggende oplossingen, maar dingen die je ter plekke verzint als het materiaal je dwingt na te denken.

Waarom ik dit zo erg leuk vind
Dit project raakt precies de drie dingen die ik altijd combineer: digitale fabricage, traditioneel ambacht en een concrete fysieke output die je kunt vasthouden. Het eindresultaat is dit keer geen scherm, geen code, geen rapport – het is een alpaka van gips op tafel. De voldoening van een proces waarbij je materiaal begrijpt in plaats van het alleen maar instrueert.
En er zit een speels element in dat past bij hoe ik werk: het begint bij een boerderijbezoek, loopt via een grappig MakerWorld-model, en eindigt als een reproduceerbaar productieproces. Van impuls naar werkend systeem – eigenlijk precies wat ik altijd doe, maar dan met een alpaka.